滚筒洗衣机外壳成形工艺与模具设计
1 引言
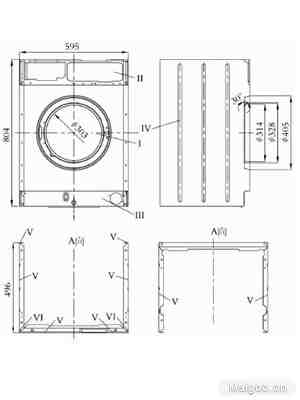
图1 所示滚筒洗衣机外壳零件外形尺寸较大,根据冲压成形工艺和零件的特点,模具大部分采用镶拼式结构, 其中第3 工序除了使用镶拼式结构外, 还实现了冲孔、翻边一次成形, 减少了零件成形的加工工序,有利于模具的生产加工,提高了生产效率,缩短了生产周期,节约了生产成本。
2 工艺分析
滚筒洗衣机大视窗外壳属于剪切、冲孔、拉伸、压形、折弯复合成形的零件, 材料为0. 8 mm冷轧板。根据零件的特点和要求,可分5 个工序来实现零件的加工成形, 其中I 处的圆形视窗是成形的关键部位之一。
(1) 剪切、冲孔、预冲孔。零件展开外形处的剪切, 还有在图1 中I 处中间视窗预冲1 个<200 mm的圆孔, 满足料流动和塑性变形的需要, 有利于第2 工序I 处拉伸成形的实现。
(2) 拉伸、压弯、压筋。I 处中间圆形视窗的拉伸,II、III 上、下2 处的压弯和IV处两侧加强筋的成形。
(3) 剪切、冲孔、预冲翻边孔、翻边。第2 工序中拉伸、压弯成形处的冲孔和中间视窗圆孔预冲和翻边。
(4) 折弯、压形、翻边。周边V处折弯(部分处使用斜滑块折弯成形) 、II 处翻边、压中间圆形视窗30°外形。
(5) 折弯。VI 处折弯,零件成形。
3 工序模具结构
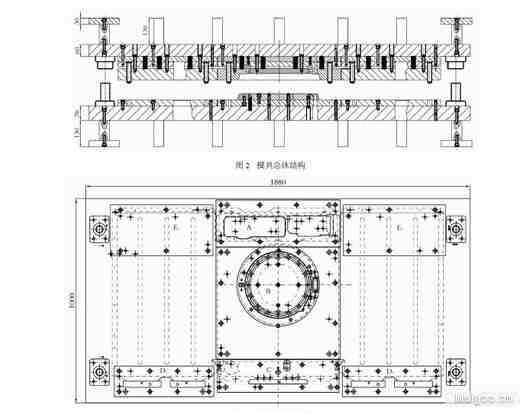
第3 工序除了使用冲孔、翻边1 次成形结构外,还使用了镶拼式结构, 凸、凹模共用等结构设计。零件展开尺寸为0. 8 mm ×874. 8 mm ×1 620mm。根据毛坯尺寸及工艺分析计算, 选用2 500 kN压力机。模具闭合高度525 mm,宽1 000 mm,长1 880mm,总体结构如图2 所示。
3. 1 镶拼式结构
镶拼式结构广泛应用在大型模具中, 通常模板外形复杂,不能形成统一的标准,可根据零件特点和设计经验灵活组合。第3 工序模具采用如图3 所示的镶拼式结构, 上模镶拼结构和图中下模所示的结构类似。根据不同的功能和用途,每块模板的选材、加工方法和精度都有所不同。图3 中模板A、B、C、D1、D2、E1、E2 材料种类和尺寸根据实际需要有所差别, A 板处于零件压弯处, 为36 mm×230 mm×610mm的Cr12MoV, 下垫板B、E1、E2 因没有冲裁刃口,选用45 钢, C(凹模板下因高度需要垫有45 钢的垫板) 、D1、D2 由于冲裁需要,选用Cr12MoV,机械加工、调质后线切割加工所需要的销钉孔、内导柱孔、冲裁刃口。根据实际情况, 各模板镶拼处留有一定的间隙, 可避免各模板由于加工外形尺寸误差而产生的干涉现象, 降低了对模板周边加工精度的要求。采用镶拼结构有利于模板的加工生产, 节约成本, 但同时增加了装配结构的层次。
3. 2 凸、凹模共用
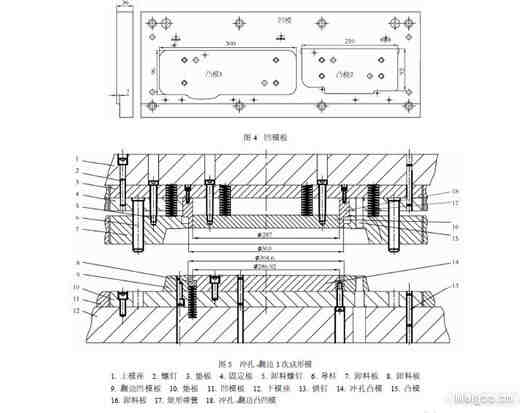
图3 中A 模板的凸模1、2 可以和凹模板共用同一坯料, 如图4 所示。经过机械粗加工、热处理(58~62 HRC) 后用电火花线切割机床加工,摆斜度α= 0. 493°, 分别一次割出, 冲裁单边间隙为0. 04mm的凸、凹模1 和凸、凹模2。再通过销钉和螺钉把凸模1、2 固定到上模固定板上。由于不受机床累
计误差的影响,切割后的凸、凹模间隙均匀一致,在装模配模容易实现的同时,节省了模具材料和线切割加工时间与费用。
3. 3 冲孔、翻边一次成形模
为了减少零件的加工工序,节约成本,在中间圆形视窗处巧妙采用冲孔、翻边一次成形模,结构如图5 所示。
3. 3. 1 圆形视窗展开尺寸计算
根据中性层展开计算公式得:L = L1 + L2 +πβ/ 180( R + X0 δ)式中: L1、L2 —直线部分的长度,mm;β—弯曲角α的
补角; X0 —中性层位移系数, 通常小于0. 5(查表取X0 = 0. 36) ;δ—材料厚度,mm。
计算可知, I 处圆孔的展开尺寸为<287 mm, 折弯处凸模尺寸为<303 mm。
3. 3. 2 主要零部件加工工艺
(1) 冲孔、翻边凸凹模。冲孔、翻边凸凹模的剪切内圆刃口为<287 mm, 外圆折弯刃口为<303mm。可做成如图5 中件18 的阶梯状, 以增加其强度。采用63 mm×350 mm ×350 mm的Cr12MoV 板料, 经机械加工、攻丝、热处理(硬度58~62 HRC)后, 线切割<287 mm内圆和<325 mm外圆, 以线切割的中心孔为基准, NC加工<303 mm的折弯处外圆台阶。
(2) 冲孔凸模。图5 中凸模14 材料为Cr12MoV,经机械加工、热处理(硬度58~62 HRC) 后, 线切割加工<286. 92 mm外圆刀口, 然后NC加工<272 mm的台阶外形。
(3) 翻边凹模。图5 中凹模板9 材料为Cr12MoV, 经机械加工、攻丝、热处理(硬度58~62HRC) 后,用线切割割销钉孔、预冲孔、<304. 6 mm的翻边孔,然后以中心孔为基准,NC 加工外形。另外,此外形还具有定位作用。
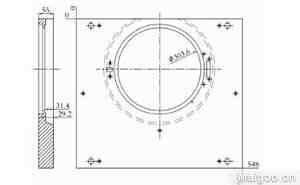
(4) 卸料板。图5 中卸料板8 用22 mm×310 mm×310 mm45 钢板料加工成形为外圆<304. 5 mm、内圆<272. 1 mm的阶梯状结构。卸料板16 用25 mm×300mm ×300 mm 的45 钢板料加工成直径为<286. 9 mm的圆柱形状。卸料板7 采用55 mm×548 mm×610 mm的45 钢板料, 经机械加工、钻孔、钻穿丝孔、攻丝后,线切割加工内导柱孔、凸模导向孔, 然后NC加工所需要的外形,加工后结构如图6 所示。
3. 3. 3 冲孔、翻边一次成形模工作过程
模具工作时, 将经过第1、2 工序加工好的板料放在凹模板上, 靠销钉和凹模板9 定位。当冲床滑块下行时, 内、外导柱首先进入下模的内导柱孔、外导套内导向, 卸料板7、16 随着模具下行, 在矩形弹簧的作用下压紧板料, 凸凹模18 压着卸料板8 下行, 由凸凹模<287 mm 的内圆刃口与冲孔凸模<286. 92 mm外圆刃口冲断板料, 完成圆孔的预冲。同时,凸凹模18 的外圆刃口与凹模板9 的内圆进行翻边。冲床滑块继续下行到所调校的闭合位置后,
开始上行, 在矩形弹簧的作用下, 卸料板8 上行顶出翻入凹模板9 内的工件;卸料板16 顶出落在凸凹模内的废料,模具恢复到未闭合前的自由状态, 完成整个冲压过程。
4 结束语
使用冲孔翻边一次成形, 镶拼结构减少了加工工序,降低了生产成本,提高了生产效率。模具投入生产,零件质量稳定,效果好。
是进行不平衡调整了。你可以试着人工把衣服放均匀些,应该会好!如果经常发生这种问题,说明洗衣机的平衡系统是存在一些问题的。
环球小编收集到洗衣机相关的品牌排行,前十名分别是:海信Hisense,新朝SICAO,小天鹅,三星SAMSUNG,LG洗衣机,奥克斯AUX,新飞Frestech,雪人SNOWKEY,志高CHIGO,格兰仕Galanz,榜单定期更新,记得关注喔,如果想查看更多《滚筒洗衣机外壳成形工艺与模具设计》相关的文章,可以留意右侧的推送。