直缝钢管规格 直缝钢管标准
1简介
双面埋弧焊直缝钢管标准
直缝钢管标准:(GB/T3091-2008)本标准包括直缝高频电阻焊(ERW)钢管,直缝埋弧焊(SAWL)钢管和螺旋缝埋弧焊(SAWH).
(GB/T3091-2008)低压流体输送用镀锌焊接钢管(GB/T3091-2008)也称镀锌电焊钢管,俗称白管,是由于输送水,煤气,空气油及取暖蒸汽,暖水等一般低压力流体或其他用途的钢管,钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
外径和壁厚应符合GB/T21835的规定。
钢管长度通常300mm-1200mm。双面埋弧焊直缝钢管可以定尺,也可倍尺。
2质量问题
坯料的穿孔温度依据原料异样而有所异样。热扩钢管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。
加热操作第二个关键是尽量削减氧化皮数量。特别是在热揉捏肘,16Mn直缝钢管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。
在16Mn直缝钢管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。
如热用的炉子,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。
加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。
加热炉的方式有许多种,但首要运用的是环形加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,穿孔加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。
直缝钢管标准:(GB/T3091-2008)中包含尺寸,外形,重量,外经壁厚的偏差如:
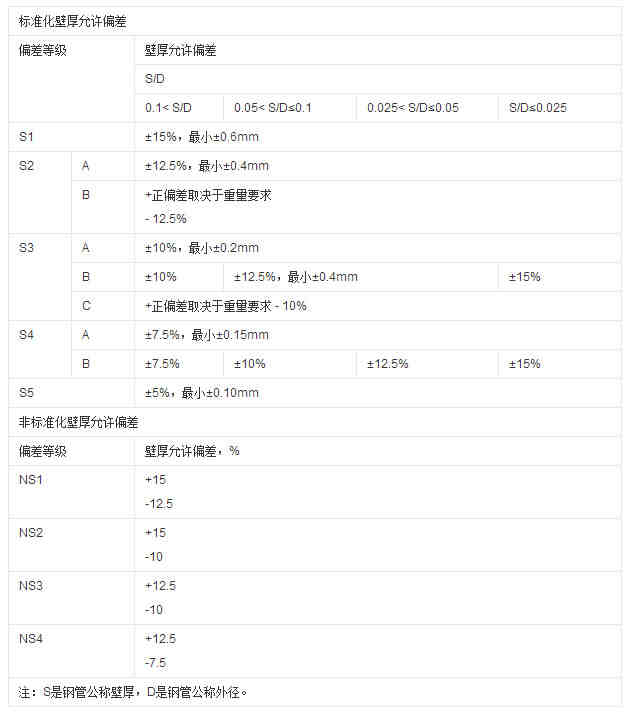
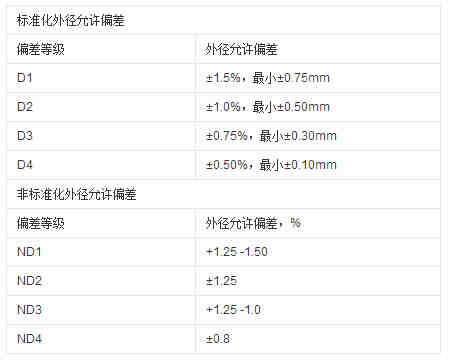
3外径允许偏差
哎呀,环球小编暂时没收集到直缝钢管标准相关的品牌排行,可以看看右侧信息,有很多与《直缝钢管规格 直缝钢管标准》相关的资讯